深入了解【延安【当地】法兰毛坯环形锻件主推产品】产品,一部视频就够了,快来观看!
以下是:【延安【当地】法兰毛坯环形锻件主推产品】的图文介绍
搏远金属制品有限公司将不断提高自身的本领,用更好的技术理念,合理的 延安锻造法兰毛坯产品建议,优惠的价格来回报所有的客户,更期待在接下来的工作中,能有幸和更多的客户建立良好的合作关系,携手并进,共创美好的未来,热烈欢迎您的来电!


国标法兰英文(National standardflange)是指按中华人民共和国国家标准《GB/T 9112~9124-2010钢制管法兰》的规定生产的法兰片。
国标法兰标准由中华人民共和国国家质量监督检验检疫总局和中国国家标准化管理委员会于2011-01-10联合发布,从2011-10-01起实施的推荐性标准。
代替了国标GB/T9112-2000;GB/T10745-1989标准
GB/T 9112~9124-2010一共包括了以下13项标准:
GB/T 9112-2010 钢制管法兰 类型与参数
GB/T 9113-2010 整体钢制管法兰
GB/T 9114-2010 带颈螺纹钢制管法兰
GB/T 9115-2010 对焊钢制管法兰
GB/T 9116-2010 带颈平焊钢制管法兰
GB/T 9117-2010 带颈承插焊钢制管法兰
GB/T 9118-2010 对焊环带颈松套钢制管法兰
GB/T 9119-2010 板式平焊钢制管法兰
GB/T 9120-2010 对焊环板式松套钢制管法兰
GB/T 9121-2010 平焊环板式松套钢制管法兰
GB/T 9122-2010 翻边环板式松套钢制管法兰
国标法兰的另一层意思为:按照国家标准要求的尺寸、公差范围等生产的法兰盘,区别于不按标准尺寸生产的法兰片也称二标法兰(有人叫非标法兰是不正确的),通常一些无良商家会减少法兰盘厚度、外径两项尺寸来达到节省材料的目的,还有用废旧钢材或边角料钢材加工法兰,通常这种钢材是化学成分和力学性能不达标的废料,更有甚者用黑钢厂私炼钢生产法兰,这种私炼钢使用的炼钢技术陈旧无法保证力学性能和焊接性能,使用时有可能无法和钢管焊接,或者钢材本身有裂缝、气孔等焊接上



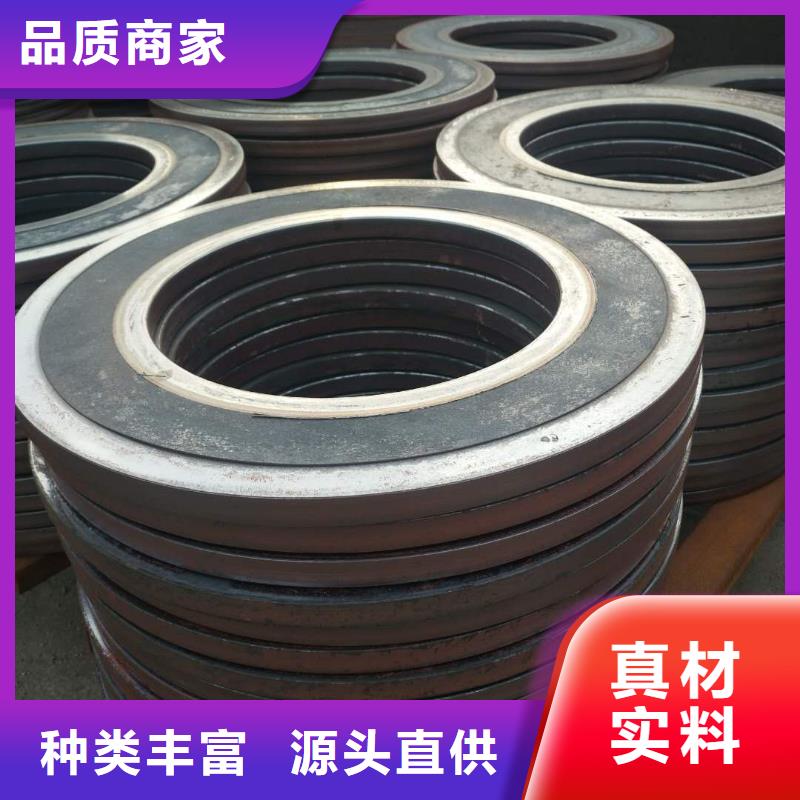
山东搏远金属制品有限公司主要生产:法兰毛坯,法兰盘毛坯,热扩法兰毛坯,热扩法兰盘毛坯,热扩加强圈。冲压件:冲压垫片、法兰毛坯,加强圈,法兰盲板、冲压异形件,异形法兰毛坯,冲压圆片,方形法兰盘大口径国标法兰是主要应用参数有公称通径,管子外径,国标法兰的链接尺寸包括螺栓,螺柱,螺栓孔直径,密封尺寸,法兰的厚度,法兰内径,法兰的理论重量,法兰的压力值。
大口径法可采用各种标准法兰和非标准法兰。这些都是根据客户的需要的法兰型号和材质,通常市面上采用比较多的是国标法兰。大口径法兰的公称通径以DN表示,钢管的外径以D来表示。国标法兰的外径也以D表示,螺栓孔中心圆以k表示,螺栓孔数以n来表示,密封面以d,f,法兰的厚度是c,大口径法兰的内径以b表示。公称压力以PN表示,大口径国标法兰的材质主要是碳钢不锈钢合金钢为主,合金钢价格最贵,不锈钢次之,碳钢法兰最便宜。大口径国标法兰的主要产地分布在河北沧州,浙江温州,山西等,以沧州地区的大口径法兰产量最高,质量最好。



环形锻件是锻造行业中的产物,锻件的一种类型。是金属坯料(不含板材)施加外力,通过塑性变形塑造的要求变成合适的压缩力的环形物件。这种力量典型的通过使用铁锤或压力来实现。锻件过程建造了精致的颗粒结构,并改进了金属的物理属性。环形锻件在日常生活中随处可见,是一种工业制品。1、滑线落料:根据产品要求将钢锭切割成合理大小及重量;
2、加热(含回火):加热设备主要单室炉、推杆炉和台式退火炉,所有加热炉均采用天然气做燃料,钢锭的加热温度一般在1150℃~1240℃,冷钢锭的加热时间1~5小时左右,热钢锭的加热时间则是冷钢锭加热时间的一半,加热后的钢锭进入锻造工序。
3、锻造:被加热至1150~1240℃左右钢锭从加热炉中取出,然后由操作机放入空气锤或电液锤,根据钢锭的大小和锻造比要求进行相应的墩粗,拔长等工艺,实时监测锻件尺寸,并通过红外测温仪控制锻造温度。
4、检验:对锻件毛坯进行初步检验,主要是外观和尺寸的检验。外观方面主要检验是否存在裂纹等缺陷,尺寸方面必须保证毛坯余量在图纸要求范围内,并做好记录。
5、热处理:将锻件加热到预定温度,保温一定时间,然后以预定的速度冷却,以改善锻件内部组织和性能的一种综合工艺。其目的是消除内应力,防止在机械加工时变形,调整硬度使锻件利于切削加工。经过热处理后的钢锭,根据材质的要求对钢锭进行空冷或水冷、淬火处理。
6、粗加工:锻件基本成型后根据产品需求加工成各种不同规格的锻件。
7、超声波探伤:锻件冷却结束后温度降到20℃左右进行超声波探伤达到国标Ⅰ,Ⅱ,Ⅲ等标准和表面缺陷的检验。








 扫一扫
扫一扫